
Injection Molding
Injection molding is the process in which melted plastic is forced into a mold where it is shaped and cooled. In packaging, it is the usual method for manufacturing closures (caps and lids) of various types. Injection molding also uses for producing margarine tubs, 5-gal pails, and other containers and package components. A very important application is production of preforms for injection blow molded bottles.
How Injection Molding machine works?
The injection molding process begins with delivery of the plastic, usually in the form of pellets, to the injection molding machine. This is in essence an extruder much like those used for producing cast or blown film with one addition. The screw has the capability to move backwards and forwards in the barrel; this knows as a reciprocating screw. As the screw turns, the melted plastic contain within the barrel and accumulates ahead of the screw, and behind a valve at the end of the barrel. The pressure creates with the melt forces the screw backwards in the barrel.
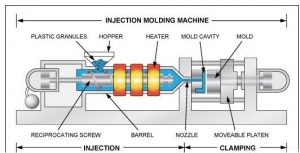
When the desired volume of melt accumulates, the screw stops rotating. It then drives forward, mechanically or hydraulically. This forces the melting plastic through a nozzle into the mold. Typically the pressure raises to a high level and held there after the mold fills. Which is packing the mold. After a period of time (determining with the processing necessary for the particular parts make), the screw retracts, screw rotation begins, and the process starts over again.
Injection Molding Types
Some injection molding machines design with separate plasticizing and injection functions, particularly those designed for production of large parts or those used for processing of materials that are temperature sensitive. In one such design, a non-reciprocating extruder feeds the plastic into a separate chamber, knows as the shooting pot. When the desired amount of melt accumulates in the shooting pot, an injection piston forces the melt into the mold. This design allows the extruder screw to rotate continuously, and also provides greater accuracy in shot volume. A third design involves a plunger, instead of a screw. The plunger forces the plastic over a heated torpedo, melting it, and then the plastic forces into the mold.
The major disadvantage of this process is poor homogeneity of the melted plastic due to lack of mixing. Consequently, the torpedo design has almost totally abandoned. The size of injection molding machines usually specify in terms of injection apatity and clamp force. These factors are not directly related. Other important variables are the L:D (length to diameter) ratio, barrel size, plasticizing rate, injection rate, and injection pressure. Major components of injection molding machines include the injection unit, the clamp unit, and the machine base which contains the power and control units.
FILLPLAS is developing specialized grade of Filler Masterbatch for Injection products with the resins including PE and PP.



{kind=link}
{kind=link}
{kind=link}